TA1纯钛高径法兰

TA1纯钛高径法兰
1.产品材质
TA1
2. 执行标准
NB/T47023-2012-FM900-2.5 H=151
3. 制造工艺
锻造、铸造、割制、卷制
4.材料要求
1)管法兰用锻件(含锻轧件)的级别及其技术要求(可参照JB4726《压力容器用碳素钢和低合金钢锻件》、JB4727《低温压力容器用碳素钢和低合金钢锻件》及JB4728《压力容器用不锈钢锻件》)应符合下述规定:
①符合下列情况之一者,应符合I皿级或I皿级以上锻件的要求:
——公称压力大于或等于PN100者;
——公称压力大于PN40的铬钼钢锻件;
——公称压力大于PN16且工作温度小于或等于-20℃的铁素体钢锻件。
②除上述规定外,公称压力不大于PN63的锻件应符合II级或II级以上锻件的要求。
2)带颈的法兰应采用锻件(或锻轧工艺)和铸(钢)件制作,不得采用钢板、拼焊或板卷等工艺制作。法兰盖等板式环形法兰可采用钢板制作。
3)不锈钢衬里法兰盖
①衬里层与法兰盖应紧密贴合,并按图7-22及JB/T 4709《钢制压力容器焊接规程》的规定施焊。填角焊和塞焊孔底层焊接材料按过渡层焊条选用,面层焊接材料按盖面层焊条选用。塞焊要求见表7-79.

| 表7-79 塞焊要求 | ||
| 焊接材料 | 低碳不锈钢衬里 | 超低碳不锈钢衬里 |
| 过渡层焊条 | 填角焊和塞焊孔底焊接 | 母材塞焊孔焊接 |
| 盖面层焊条 | 塞焊孔面层焊接 | 衬里层塞焊孔焊接 |
②填角焊缝焊角高度等于衬里层周边厚度,塞焊焊缝应饱满。
③衬里法兰盖的公称压力和工作温度下的最高允许工作压力根据法兰盖材料类别按7.6条的规定。不锈钢衬里法兰盖的使用温度上限不大于350℃.
④在法兰盖上应开设一个M6的通气、检验孔,位置自定。塞焊后应通入压力不大于0.1 MPa的压缩空气检漏,也可根据制造广情况,开设其他尺寸的检验孔。
⑤衬里层厚度t的厚度负偏差为-1mm.
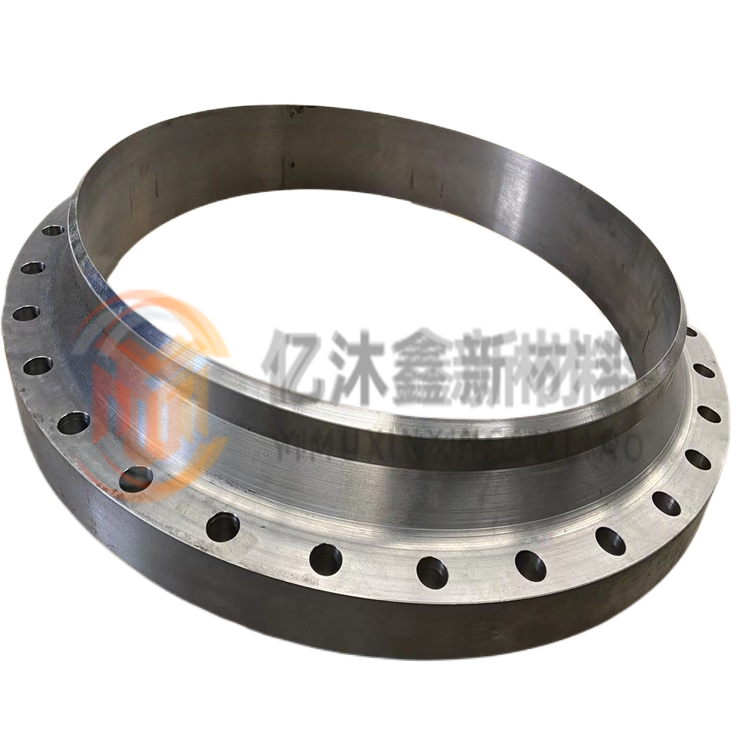
高径法兰粗坯

产品展示




亿沐鑫新材料公司产品分类:钛棒、钛管、钛板、钛阳极、钛箔钛带、钛法兰、钛丝、钛靶材、钛设备、钛饼钛环、钛标准件、钛加工件
 售前咨询专员
售前咨询专员
