首页
关于我们
产品展示
工艺流程
技术支持
新闻中心
联系我们
注册
/
登录
钛加工件
当前位置:
首页
>
产品展示
>
钛加工件
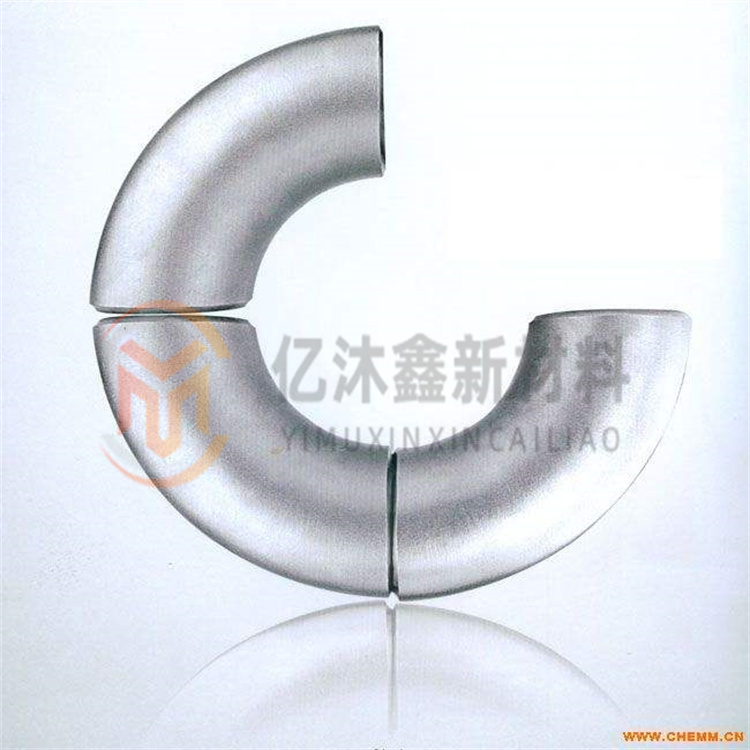
钛弯头,钛合金弯头
上架时间:2022-09-14
浏览次数:536
马上咨询
产品详情
上一篇:
钛视镜人孔盖,钛合金视镜人孔盖
下一篇:
钛三通,钛合金三通
发表评论:
提交评论
评论记录:
未查询到任何数据!
回复评论:
×
电话咨询
在线咨询
在线咨询
售前咨询专员
售后服务专员
在线咨询
免费通话
24小时免费咨询
请输入您的联系电话,座机请加区号
免费通话
免费通话
微信扫一扫
微信联系
返回顶部
 售前咨询专员
售后服务专员
售前咨询专员
售后服务专员