TC4锥筒

TC4锥筒
1. 产品材质
TC4
2. 产品工艺
轧制、裁剪(切割)、卷压、焊接、探伤、硼砂
3. TC4锥筒的介绍
tc4钛合金由于其具有比强度高、600℃下强度较高等诸多特点,被广泛应用于航空航天领域。tc4钛合金锥桶形多层结构多用于飞行器整流罩后端的迎风面,其基本结构有三层或四层,多采用机加工配合铆接、焊接方式连接,构建整体性差,或采用实心结构,此类构件重量较大,难以满足航空航天领域对减重的要求。
4.制造tc4钛合金锥桶形多层结构的方法实现的步骤包括:
步骤一:选取合适厚度的板料,其中内、外面板厚度略厚于芯板。
步骤二:根据锥桶尺寸计算展开坯料尺寸,并预留上、下气道以及切割部分的尺寸余量。
步骤三:对板料进行辊弯,使之能够弯曲成一个锥桶,并对接缝处进行焊前清理,具体方法为采用砂纸打磨接缝处,单侧清理宽度应超过50mm。
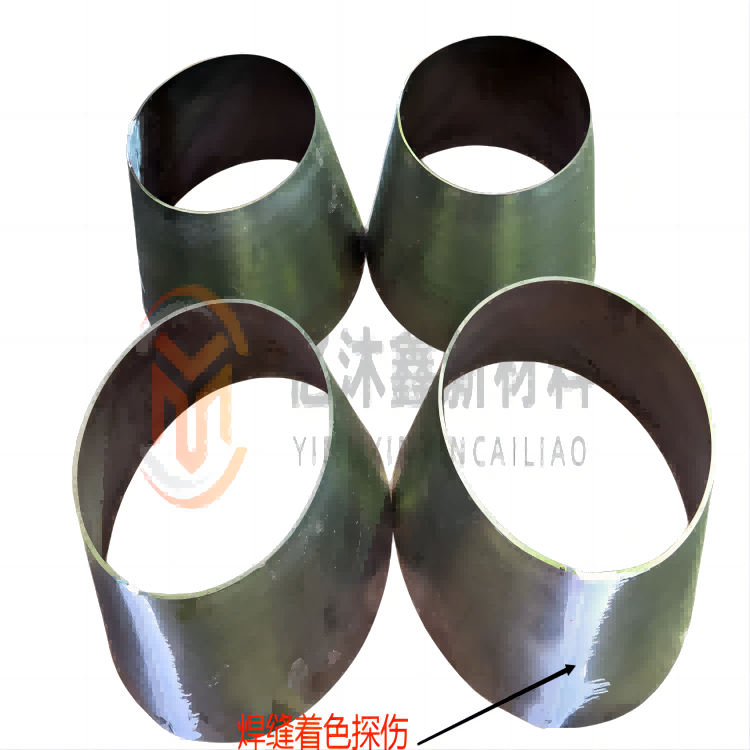
步骤四:对锥桶接缝处进行拼焊,对锥桶矫形成标准的圆锥筒,并采用渗透法进行焊缝泄露检测。
步骤五:对所有锥桶进行清洗,采用碱洗+酸洗的方法清洗板料表面的污物、油渍等,具体的碱洗液为nahco3溶液,碱洗时间为10min,酸洗采用hf酸+hno3酸+水配成的溶液,酸洗时间为10min,然后采用99.9%的丙酮溶液清洗板料5min。
步骤六:按照预定方案在芯板表面涂覆阻焊剂,阻焊剂的涂覆位置根据超塑成形气胀工艺具体确定。
步骤七:将芯板组装在一起,对上下锥桶口进行氩弧焊封焊,并预留气管口,之后将内外面板和芯板组装在一起,对上下锥桶口进行氩弧焊封边焊,在预设位置焊接气管。
步骤八:将锥桶焊袋装入模具中,连接气管,整体放入加热炉内。
步骤九:对气室内部抽真空,然后通入一定量的氩气。
步骤十:加热至850~870℃之间,保温20min,将氩气从气管内通入,令其以0.05mpa/min对面板气室进行持续升压,直至面板气室压力达到一定压力,保温保压10min,继续对气室内通入氩气,直至面板气室压力达到一定压力,保温保压5min。然后将面板气室降压至常压。
步骤十一:加热至900℃~950℃,保温10min,将氩气从气管内通入,令其以0.05mpa/min对芯板气室进行持续升压,直至芯板气室压力达到一定压力,保温保压10min,继续对气室内通入氩气,直至芯板气室压力达到一定压力,保温保压5min。然后将芯板气室降压至常压。
步骤十二:在一定温度下将工件取出,冷却至室温。
产品展示




本公司产品分类:钛棒、钛管、钛板、钛阳极、钛箔钛带、钛法兰、钛丝、钛靶材、钛设备、钛饼钛环、钛标准件、钛加工件
 售前咨询专员
售前咨询专员
