

扫一扫咨询详情

全国咨询热线:
18292813426
扫一扫咨询详情
全国咨询热线:
18292813426
1 坯料的制备棒材轧制的坯料一般用锻造、精锻或挤压方法制得。为了保证轧制产品的质量,应对坯料进行车削或磨削。目前所采用的各种坯料的规格见表3-17.1.2 工艺参数的选择(1)加热制度及终轧温度。α+β型钛合金轧前加热温度稍低于(α+β)/β相变温度。轧制过程在α+β相区完成,α型钛合金在α+β相区内加热,

近期国内化工行业的低迷,直接影响对钛材料的使用需求;在这样的影响下导致宝鸡部分钛材料生产厂家生意下滑,为了维持订单量开始下调钛产品价格。本周钛原料、海绵钛及宝鸡钛市场价格如下: 一、本周钛原料市场 1、钛矿市场 本周,钛矿市场平稳,价格略有反
建立钛及钛合金板带箔材的生产工艺流程时,必须考虑到钛及钛合金的特殊性能低塑性、高变形抗力和高温氧化性及在加热时或在氟化盐水溶液中酸洗时高的吸气倾向等。根据现有设备和板带箔材的品种规格确定合理的轧制工艺规范。当确定钛合金板材的热轧温度规范时,应考虑到晶粒度对组织和性能的影响。在β相区温度下结束加工,会

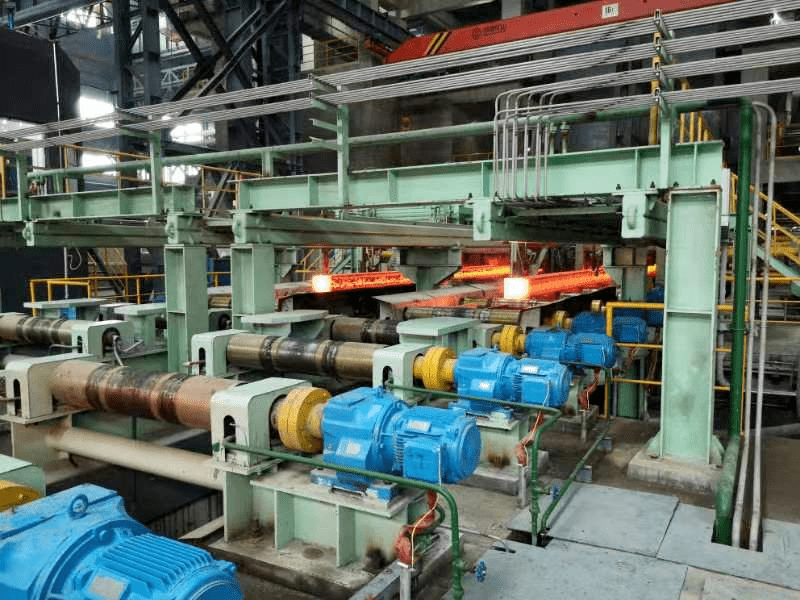
板材热轧机类型有二辊可逆式轧机和四辊可逆式轧机,生产中一般使用四辊可逆式轧机。板材冷轧机类型有二辊可逆式轧机和四辊可逆式轧机,生产中一般使用四辊可逆式轧机。带材热轧生产使用四辊可逆式轧机,带材、箔材冷轧采用四辊可逆式轧机或二十辊轧机。钛及钛合金板带箔材常用热轧和冷轧轧机的技术指标见表2-4和表2-5.
轧制钛带箔材工艺原则上同轧制板材工艺,参见2.3.1节。钛带材和箔材生产工艺过程包括如下基本工序:板坯热轧成扁材并绕成卷→温轧和冷轧成中间带材坯料→用多辊轧机冷轧轧制带材和箔材;精整工序。前苏联可用工业纯钛和钛合金生产厚度为0.05~0.08mm的箔材和厚度为0.1~1.5mm、宽度为200~600mm的带材。带材坯料按表2-25列出的

轧制是钛材塑性加工的主要工艺。通过轧制加工可以获得各种板带箔材。本章主要介绍钛板带箔材轧制原理、轧制设备、生产工艺及产品质量控制等。图2-1所示为轧制时轧件的受力情况。由图可见,轧制是借助旋转轧辊的摩擦力(F)将轧件拖入轧辊间,同时依靠轧辊施加的压力(N)使轧件在轧辊间发生压缩变

微信二维码
服务热线