

扫一扫咨询详情

全国咨询热线:
18292813426
扫一扫咨询详情
全国咨询热线:
18292813426
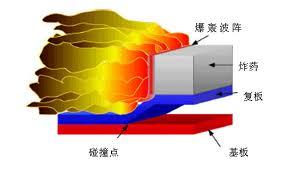
爆炸焊是利用炸药爆炸所产生的高压冲击波,迫使待焊金属在瞬间被加速到数百米的速度,两金属相撞,同时伴随着发生强烈的热效应,致使待焊的两金属表面产生塑性变形,两种金属表面锯齿状相互嵌人而实现了焊接。爆炸焊各部件安装方法如图4-39所示。1炸药炸药的形态有粉末状的、颗粒的、塑性薄片的冲压块、铸造块等。根据
电阻焊是对焊件通以电流,利用焊接区电阻(特别是接触电阻)所产生的热量,使焊接区金属局部加热至高温塑性状态或熔化状态,在外压力的锻压作用下形成接头。接触电阻焊分点接触电阻焊和缝接触电阻焊,简称为定位焊和缝焊。1 定位焊定位焊的机制如图4-36所示。焊接全过程可分为三个阶段。第一阶段是借助上电极头和下电
等离子弧实际上就是一种压缩的电弧。把扩散角较大的电弧通过喷嘴小直径的孔道,约束了电弧的散射,加上有一定压力的离子气通过喷嘴孔道吹出,致使弧柱的截面积缩小,热能量密度增大,离子气热电离充分,弧柱的温度提高,所以弧柱的穿透性强,可以一次焊透钛或钛合金板达12mm.等离子弧有三种不同的类型:非转移弧;转移弧;联

激光焊也是熔化焊方法之一。它的热能产生于工作物质受到外来光能激发而产生的一种单色性纯、方向性强以及光亮度大的光束。光束通过透镜和发射等光学原理将其高度聚焦后,投射到焊件的接缝上,即可熔化被焊件。激光焊实际上是电、光能转换机制产物,转换效率非常低,效率大约只有0.1%~3%.大部分能量都是在能量转换过程中转变

TB2钛合金是根据压力容器壳体的需求而研制的。压力容器要求材料达到如下性能:抗拉强度σ,=1177±98 MPa,δ5≥8%,焊接接头抗拉强度σ,≥1030 MPa,δ5≥5%.容器水压试验要求:压力升至95个大气压稳压1min,降至50个大气压,稳压3min后降至0,爆破压力大于125个大气压。合金的焊接性能研究结果表明,TB2合金在800℃,30min、WQ+焊

720 kt乙烯生产设备中有3台设备是用钛材和钛钢复合材料制造。用手工氩弧焊和自动氩弧焊是制造这3台设备的基本手段,焊钢件用手弧焊和埋弧焊焊接。3台钛质制备的结构如图4-14~图4-16所示。钛材在化工行业上的应用以及焊接加工制造在这3台设备上具有一定的代表性,它们容积比较大,有多种焊缝形式,如环缝、直缝、角焊缝、平焊

微信二维码
服务热线